










ΓΓΓΓëΣ(y®©ng)ΝΠΦ·÷–ΩΆ”^¥φ‘Ύ Éû(y®≠u)Μ·ΗΡΏM(j®§n)Τ»‘ΎΟΦΫό
ΓΓΓΓ‘Ύü£ηF…ζ°a(ch®Θn)÷–Θ§“ΐΏM(j®§n)ΒΡ–ΓΙΑμîμî»Φ ΫüαοL(f®Ξng)†tüαοL(f®Ξng)≥ωΩΎÉ»(n®®i)“r–ΐ¥uΆυΆυ≥ω§F(xi®Λn)ΉÉ–ΈΓΔ†töΛΑl(f®Γ)ΦtΓΔüαοL(f®Ξng)≥ωΩΎΩεΥζΓΔΙΑμîΩεΥζ†töΛι_Ν―Β»«ι¦rΓΘΏ@≤ΜÉH¨ß(d®Θo)÷¬üαοL(f®Ξng)†t€ΊΕ»ιLΤΎΧé”Ύ≤ΜΖÄ(w®ßn)Ε®ΫΒΒΆοL(f®Ξng)€ΊΏ\(y®¥n)––†νëB(t®Λi)Θ§Εχ«“΅ά(y®Δn)÷Ίïr(sh®Σ)ïΰ¨ß(d®Θo)÷¬ΆΘ°a(ch®Θn)ôz–όΘ§ΫoΤσ‰I(y®®)éß¹μΨό¥σΒΡΫ¦(j®©ng)ùζ(j®§)™p ßΓΘΖ÷ΈωΏ@–©Ü•ν}°a(ch®Θn)…ζΒΡΗυ±Ψ‘≠“ρΘ§‘Ύ”Ύ†t“rΡΆ≤ΡΫY(ji®Π)‰΄(g®Αu)‘O(sh®®)”΄(j®§)ΒΡëΣ(y®©ng)ΝΠΦ·÷–ΚΆ†töΛΦ”ΙΛΚΗΫ”ëΣ(y®©ng)ΝΠΦ·÷–Υυ÷¬ΓΘΫ¦(j®©ng)ΏM(j®§n)“Μ≤ΫΖ÷ΈωΘ§Ώ@É…νêëΣ(y®©ng)ΝΠΦ·÷–°a(ch®Θn)…ζΘ§ «“ρ?y®Λn)ι†t“r…œ≤Ω≤…”ΟΝΥÉû(y®≠u)Ό|(zh®§)ΗΏ≈ρΟ¦ΙηΌ|(zh®§)ΡΆΜπ¥uΤω÷ΰΒΡεF–ΈΙΑμîΘ§‘™ΙΑμî≈cΤω÷ΰ‘ΎüαοL(f®Ξng)≥ωΩΎ÷±ΕΈΒΡ¥σâΠ¬™(li®Δn)Ϋ”ΫM≥…ΝΥ“ΜΖNΧΊ β»Φüΐ “ΫY(ji®Π)‰΄(g®Αu)ΓΘ‘™»Φüΐ “ΫY(ji®Π)‰΄(g®Αu)œό÷Τ‘Ύ…œ–Γœ¬¥σΒΡεF–Έ†töΛÉ»(n®®i)Θ§°î(d®Γng)üαοL(f®Ξng)†tΧé”ΎΚφ†tΦΑΦ”üαΏ^≥Χ÷–Θ§‘λ≥…ΡΆΜπ≤ΡΝœ≈ρΟ¦Θ§ΨΆïΰ–Έ≥…ΗϋûιèΆ(f®¥)κsΒΡëΣ(y®©ng)ΝΠΦ·÷–Θ§ïΰ‘λ≥…üαοL(f®Ξng)≥ωΩΎΡΆ≤ΡΤωσwΉÉ–ΈΘ§†töΛ ήΝΠι_Ν―ΓΘΆ§ïr(sh®Σ)Θ§‘Ύ÷ήΤΎ–‘4«ßΩΥ/ΤΫΖΫάεΟΉΓΪ5.5«ßΩΥ/ΤΫΖΫάεΟΉΒΡΥΆοL(f®Ξng)öβσwâΚΝΠΉς”Οœ¬Θ§üαοL(f®Ξng)†t‘ΎιLΤΎΏ\(y®¥n)––Ώ^≥Χ÷–Θ§üαοL(f®Ξng)†t†t“rëΣ(y®©ng)ΝΠΦ·÷–≤ΩΈΜΨΆïΰ°a(ch®Θn)…ζüαΤΘ³Ύ™pâΡΓΔ†töΛΚΗΩpΗ·Έgι_Ν―Β»±ΉΕΥΓΘ“ρ¥ΥΘ§ûι€p…ΌΚΆœϊ≥ΐëΣ(y®©ng)ΝΠΦ·÷–Θ§¥_±ΘüαοL(f®Ξng)†tΫY(ji®Π)‰΄(g®Αu)ΖÄ(w®ßn)Ε®ιLâέΘ§ΨΆΤ»«––η“Σ¨Π§F(xi®Λn)”–μî»Φ ΫüαοL(f®Ξng)†t»Φüΐ “ΫY(ji®Π)‰΄(g®Αu)ΏM(j®§n)––Éû(y®≠u)Μ·ΗΡΏM(j®§n)ΓΘ
ΓΓΓΓ³™(chu®Λng)–¬‘O(sh®®)”΄(j®§)†töΛΫY(ji®Π)‰΄(g®Αu) ëΣ(y®©ng)ΝΠΦ·÷–œϊΆΥΥΞ€p
ΓΓΓΓΫϋΡξ¹μΘ§΅χÉ»(n®®i)ΆβüαοL(f®Ξng)†t‘O(sh®®)”΄(j®§)¨ΘΦ“ΦΑΤδàF(tu®Δn)ξ†(du®§)ö½ΨΪΫΏë]Θ§‘O(sh®®)”΄(j®§)έ`––≥ω≤Μ…Όœ»ΏM(j®§n)Ώm”Ο«“ΖϊΚœü£ηF…ζ°a(ch®Θn)Α≤»Ϊ¨ç(sh®Σ)κHΒΡιLâέΗΏοL(f®Ξng)€Ί?z®Π)αοL(f®Ξng)†tΫY(ji®Π)‰΄(g®Αu)Θ§ΆΤ³”(d®Αng)Έ“΅χüαοL(f®Ξng)†tΑ≤»Ϊ…ζ°a(ch®Θn)Β«…œΝΥ–¬≈_κAΓΘάΐ»γΘ§ Ήδ™“ΜΦâΩΤ¨W(xu®Π)Φ“Θ§Ψ©ΧΤδ™ηFΙΪΥΨΩ²‘O(sh®®)”΄(j®§)éüΓΔΨ©ΧΤδ™ηFΙΪΥΨü£ηF‘O(sh®®)²δ¨ΘΦ“ΓΔΩ²ΙΛ≥ΧéüèàΗΘΟςΫΧ ΎΫY(ji®Π)ΚœιLΤΎΖÄ(w®ßn)Ε®Ώ\(y®¥n)––ΒΡ΅χΆβΣö(d®≤)ΝΔë“φ€ΨÄ»Φüΐ “ΫY(ji®Π)‰΄(g®Αu)ΚΆüαοL(f®Ξng)†tΣö(d®≤)ΝΔεF–ΈΙΑμîΫY(ji®Π)‰΄(g®Αu)ΒΡÉû(y®≠u)‘ΫΦΦ–g(sh®¥)ΧΊϋc(di®Θn)Θ§ΫY(ji®Π)Κœ§F(xi®Λn)”–μî»Φ ΫüαοL(f®Ξng)†t†töΛι_Ν―ΚΆüαοL(f®Ξng)≥ωΩΎ™pâΡΩεΥζΒ»¨ç(sh®Σ)έ`―–ΨΩΘ§Αl(f®Γ)ΟςΝΥΓΕμî»Φ ΫüαοL(f®Ξng)†tàAΜΓîMΚœë“φ€ΨÄΣö(d®≤)ΝΔΙΑμîΫY(ji®Π)‰΄(g®Αu)ΓΖ–¬ΒΡΦΦ–g(sh®¥)≥…ΙϊΘ®àD3Θ©Θ§ ήΒΫΝΥü£ηFΫγΒΡög”≠ΓΘ‘™‘O(sh®®)”΄(j®§)≥…Ιϊ «¨Π§F(xi®Λn)”– ήΝΠ≤ΜΚœάμΒΡμî»Φ ΫüαοL(f®Ξng)†tεF–ΈΙΑμîΘ®àD 1ΓΔàD2Θ©¨ç(sh®Σ) ©ΝΥàAΜΓîMΚœë“φ€ΨÄΫY(ji®Π)‰΄(g®Αu)Θ®àD3Θ©ΚΆΣö(d®≤)ΝΔ÷ß™ΈΙΑμî?sh®¥)Ρ ήΝΠΗΡΏM(j®§n)Θ®àD4Θ©ΓΘ
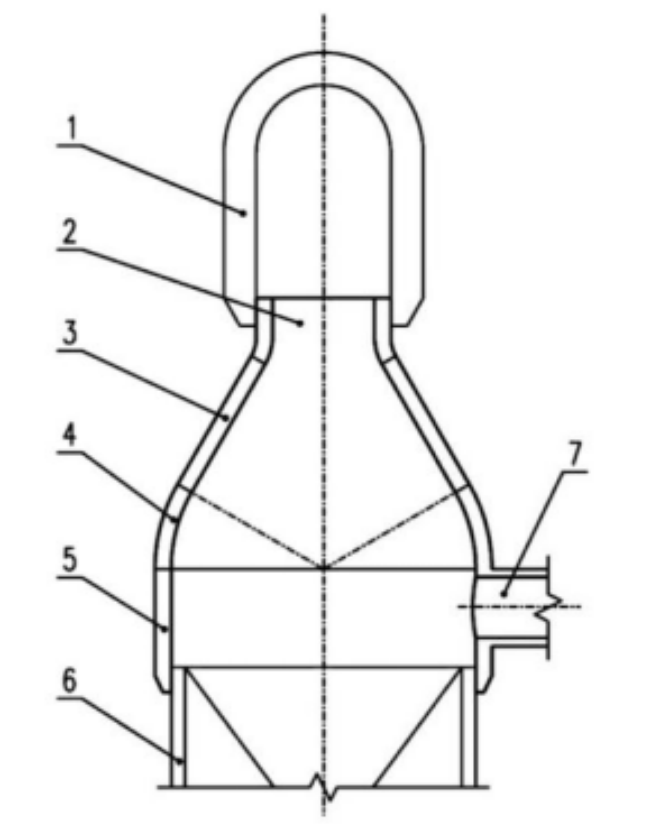
àD1ûι²ςΫy(t®·ng)–ΓΟ±Ή”μî»Φ ΫüαοL(f®Ξng)†t»Φüΐ “εF–ΈσwΙΑμîΫY(ji®Π)‰΄(g®Αu)
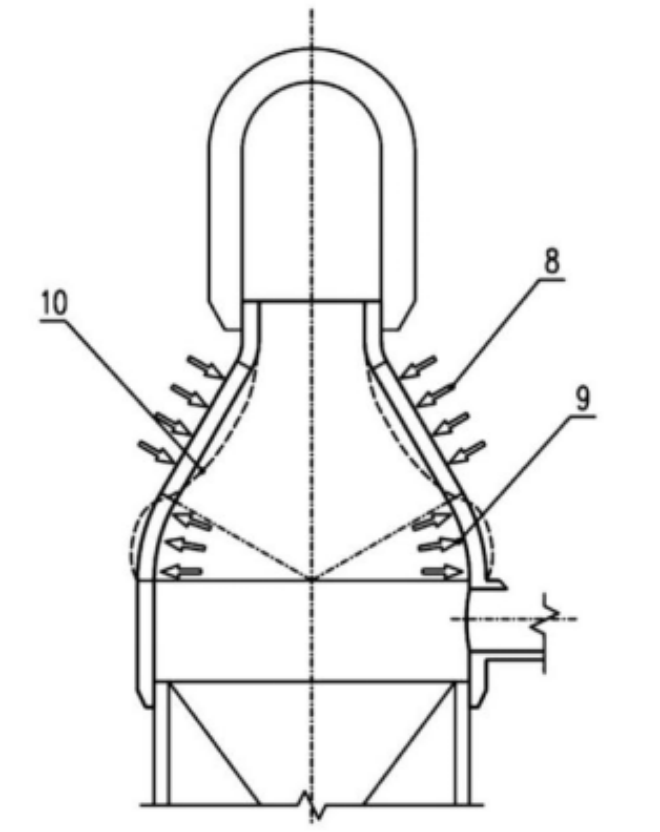
àD2ûι¨ç(sh®Σ)έ`÷–εF–ΈΤωσwÉ»(n®®i)“rΗΏ€Ί ήΝΠ¨ß(d®Θo)÷¬εF–ΈΤωσw÷–≤ΩΆυœ¬ΆΙΤπΉÉ–ΈΓΔœ¬≤ΩΙΑΡ_≤ΩΈΜΉÉ–ΈΆβîU(ku®Α)¨ß(d®Θo)÷¬ΡΆ≤ΡΤωσw ήΝΠΚΆ«ρΟφ≤ΩΈΜ†töΛ ήΝΠ†νëB(t®Λi) Ψ“βàD
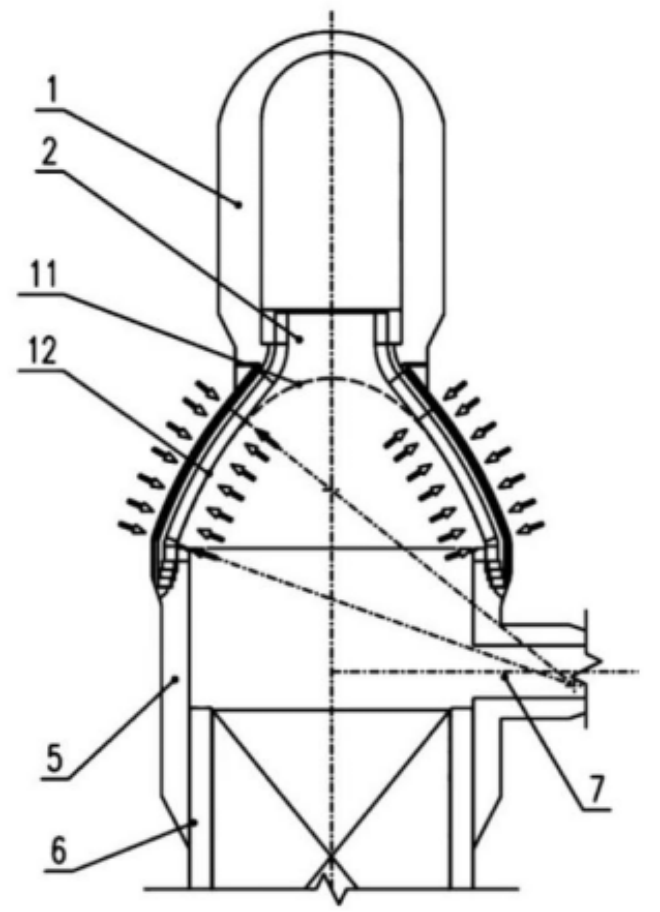
àD3ûιΫY(ji®Π)Κœ΅χκH΅χÉ»(n®®i)¨ç(sh®Σ)έ`ρû(y®Λn)ΉCΒΡë“φ€ΨÄΙΑμîΫY(ji®Π)‰΄(g®Αu)Éû(y®≠u)Μ·εF–ΈΤωσw ήΝΠΤΫΚβ Ψ“βàD
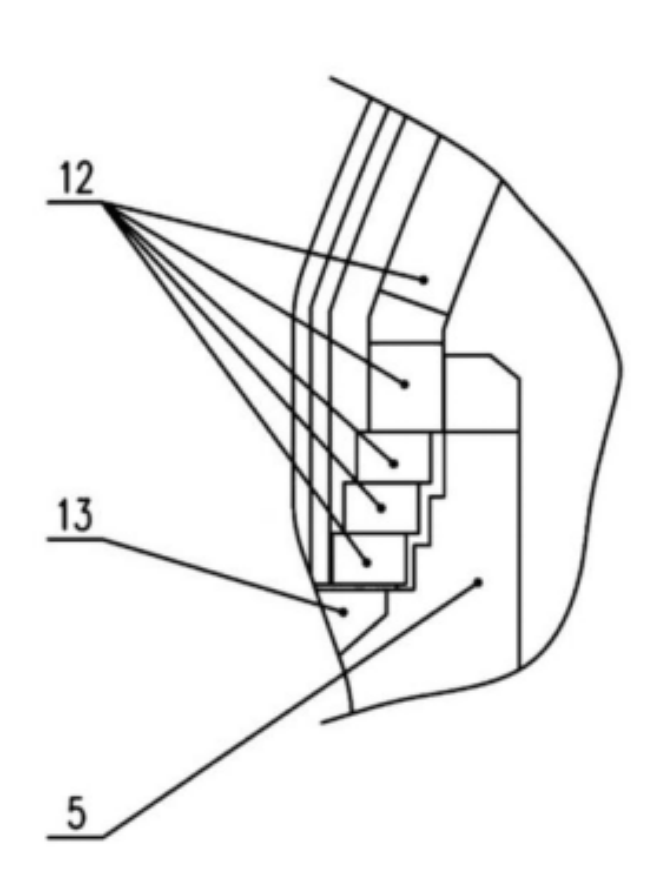
àD4ûι¨ΔîMΚœë“φ€ΨÄΙΑμîΫY(ji®Π)‰΄(g®Αu)≈cœ¬≤ΩüαοL(f®Ξng)≥ωΩΎ÷±ΕΈΖ÷κxΘ§€p…Ό·BΦ”ëΣ(y®©ng)ΝΠΘ§ΖÄ(w®ßn)Ε®ιLâέΫY(ji®Π)‰΄(g®Αu) Ψ“βàD
ΓΓΓΓΆ§ïr(sh®Σ)Θ§‘Ξ≈dΙΪΥΨΒΡΣö(d®≤)ΝΔ÷ß™ΈΙΑμî―b÷Ομî»Φ ΫüαοL(f®Ξng)†tΘ®àD4Θ§‘Ύ΅χκH΅χÉ»(n®®i) Ι”ΟΚΆ‘ΎΫ®îΒ(sh®¥)ΑΌΉυΏM(j®§n)––ΝΥ¨ç(sh®Σ)έ`ρû(y®Λn)ΉCΘ©ΓΔèàΗΘΟςΦΑΤδΚΆΥϊΒΡàF(tu®Δn)ξ†(du®§)Αl(f®Γ)ΟςΒΡΣö(d®≤)ΝΔ÷ß™ΈΙΑμî―b÷ΟΒΡîMΚœë“φ€ΨÄμî»Φ ΫüαοL(f®Ξng)†tΘ®àD3Θ©ΓΔ÷–“±Ψ©’\ΥΡΕΈ ΫΫY(ji®Π)‰΄(g®Αu)Θ®àD4Θ©΅χΆβΙΪΥΨμî»Φ ΫüαοL(f®Ξng)†t»»Ψυ“≤ΦäΦä≤…”ΟΖά÷ΙΚΆ€p…ΌëΣ(y®©ng)ΝΠΦ·÷–ΒΡΖÄ(w®ßn)Ε®ΫY(ji®Π)‰΄(g®Αu)Θ§≤Δ¨ç(sh®Σ) ©ΝΥΏM(j®§n)––ΝΥîΒ(sh®¥)«ßΑΌΉυüαοL(f®Ξng)†tιLΤΎΒΡ¨ç(sh®Σ)έ`ρû(y®Λn)ΉCΓΘΏ@–©‘èα¨ΝΥûιΖά÷ΙΚΆ€p…ΌüαοL(f®Ξng)†t†t“rΚΆ†töΛëΣ(y®©ng)ΝΠΦ·÷–Θ§îΒ(sh®¥)«ßΑΌΟϊΩΤ¨W(xu®Π)Φ“ιLΤΎ÷¬ΝΠ”ΎÉû(y®≠u)Μ·üαοL(f®Ξng)†t»Φüΐ “ΫY(ji®Π)‰΄(g®Αu)ΓΔ»ΦüΐΤςΫY(ji®Π)‰΄(g®Αu)ΓΔüαοL(f®Ξng)≥ωΩΎΫY(ji®Π)‰΄(g®Αu)ΓΔüαοL(f®Ξng)≥ωΩΎ≈c†tσwΒΡΏBΫ”ΖΫ ΫΒ»¥κ ©Θ§Ϋβ¦QΝΥΗΏοL(f®Ξng)€Ί?z®Π)αοL(f®Ξng)†t Ι”ΟâέΟϋΕΧΒΡΙ≤–‘ΦΦ–g(sh®¥)Ü•ν}Θ§“≤ΫoüαοL(f®Ξng)†t‘O(sh®®)”΄(j®§)ΙΛΉς’ΏΧαΙ©ΝΥΩΤ¨W(xu®Π)ΒΡ‘O(sh®®)”΄(j®§)“ά™ΰ(j®¥)ΓΘ

àD5ûιàD2¨ΠëΣ(y®©ng)Θ§εF–Έ»Φüΐ “ΙΑμîëΣ(y®©ng)ΝΠΦ·÷–¨ß(d®Θo)÷¬ΒΡüαοL(f®Ξng)†tΙΑμîëΣ(y®©ng)ΝΠΧ°Υζ

àD6ûιàD2¨ΠëΣ(y®©ng)Θ§ëΣ(y®©ng)ΝΠΦ·÷–¨ß(d®Θo)÷¬ΒΡüαοL(f®Ξng)†tüαοL(f®Ξng)≥ωΩΎΧ°Υζ

àD7ûιëΣ(y®©ng)ΝΠΦ·÷–¨ß(d®Θo)÷¬ΒΡüαοL(f®Ξng)†t†töΛΚΗΩpά≠ι_ι_Ν―
ΓΓΓΓΨßιgΗ·Έg≤ΜΩ…Κω“ï ëΣ(y®©ng)ΝΠΗ·ΈgΗϋëΣ(y®©ng)Ψ·Χη
ΓΓΓΓüαοL(f®Ξng)†t†töΛ‘Ύ–Θ¨ΠΚΗΫ”Μρ’ΏΏ\(y®¥n)––Ώ^≥Χ÷–Θ§†töΛ“≤ïΰ≥ω§F(xi®Λn)Ν―ΦyΓΔΚΗΩpι_Ν―Θ§…θ÷Ν≈Φ†•ïΰ≥ω§F(xi®Λn)†töΛΙΑμî≈cöΛσwΖ÷κxΒ»ΈΘκU(xi®Θn)§F(xi®Λn)œσΑl(f®Γ)…ζΓΘ”ωΒΫΝΥΚΗΩpι_Ν―Μρ’ΏΙΑμî≈cöΛσwΖ÷κxΘ§“ΜΑψ«ι¦rœ¬Θ§»Υ²ÉΆυΆυ≤ΜΖ÷Έω « ≤Ο¥‘≠“ρ‘λ≥…Ώ@‰”ΒΡ ¬Ι Θ§ΨΆΚΝüoνôΦ…ΒΊΏM(j®§n)––Εΰ¥Έ–Θ¨ΠΚΗΫ”ΓΘ»ΜΕχΘ§†töΛ‘ΎΚΗΫ”Ώ^≥Χ÷–°a(ch®Θn)…ζΒΡΝ―ΦyΘ§“ΜΑψΕΦïΰ≥ω§F(xi®Λn)‘Ύ†töΛÉ»(n®®i)±ΎΘ§ΚΗΩpΆβΟφΩ¥…œ»ΞΆξΚΟüo™pΘ§Ϋ¦(j®©ng)Ώ^ΗΏ€ΊΏ\(y®¥n)––ΚσΘ§≥ω§F(xi®Λn)ΒΡΗ·ΈgΫιΌ|(zh®§)ùBΏM(j®§n)Ν―ΦyΩpœΕ÷–¨ß(d®Θo)÷¬†töΛΆβΟφΚΗΩpι_Ν―Θ§“ΜΑψ≤…»ΓΒΡ¥κ ©ΨΆ «‘ΎΚΗΩpΧé―a(b®≥)ΚΗ“ΜâKδ™ΑεΘ§Ή¨üαοL(f®Ξng)†tά^άm(x®¥)Ώ\(y®¥n)––ΓΘΫ¦(j®©ng)ΧéάμΏ\(y®¥n)––“ΜΕΈïr(sh®Σ)ιgΚσΘ§”÷≥ω§F(xi®Λn)―a(b®≥)ΚΗ≤ΩΈΜΚΗΩpι_Ν―Θ§¨ß(d®Θo)÷¬¬©οL(f®Ξng)Μρ’ΏΑ≤»Ϊκ[ΜΦ¥φ‘ΎΓΘΡ≥Τσ‰I(y®®)¨Π†töΛΝ―ΦyΏM(j®§n)––ΝΥôz€yΘ§ΫY(ji®Π)’™ «ëΣ(y®©ng)ΝΠΗ·ΈgΓΘ“≤”–ΌYΝœΫιΫB’fΘ§†töΛΚΗΩpι_Ν― «”…ΨßιgΗ·ΈgΜρ’Ώ’f «ëΣ(y®©ng)ΝΠΨßιgΗ·Έg‘λ≥…ΒΡΓΘΒΪ≤Μ…Ό¨ΘΦ“Ös’J(r®®n)ûιΘ§Ώ@ΖN’fΖ®≤ΜΆξ»Ϊ€ (zh®≥n)¥_ΓΘ
ΓΓΓΓΨΩΤδ‘≠“ρΘ§œ»¹μΧΫ”ë ≤Ο¥ «ΨßιgΗ·ΈgΘΩΨßιgΗ·Έg «÷ΗΗ·Έg―ΊΨßΫγΏM(j®§n)––ΓΘΤδΈΘκU(xi®Θn)–‘Κή¥σΘ§“ρ?y®Λn)ιΥϋΆ®≥Θ≤Μïΰ“ΐΤπΫπ¨ΌΆβ–ΈΒΡ»ΈΚΈΉÉΜ·Θ§ΒΪÖsΡή ΙΫπ¨ΌΒΡôC(j®©)–Β–‘ΡήΦ±³ΓΫΒΒΆΘ§“‘÷¬“ΐΤπΆΜ»ΜΤΤâΡΘ®Ώ@ΖNΤΤâΡΆυΆυ Ι»Υ ΦΝœ≤ΜΦΑΘ§ΥϋΉ¨ΡψΩ¥ΒΫΒΡΕΦ «ΆξΚΟΙβΝΝüo™pΒΡΫπ¨Ό±μΟφΘ§ΒΪΫπ¨ΌιgΫY(ji®Π)ΚœΝΠ±ΜΤΤâΡΘ§≤ΡΝœéΉΚθÜ ßèä(qi®Δng)Ε»Θ§΅ά(y®Δn)÷Ί’Ώίpίp«Ο™τ±ψ≥…ûιΖέΡ©Θ©ΓΘΨßιgΗ·Έg°a(ch®Θn)…ζΒΡ‘≠“ρΘ§“ΜΑψ’J(r®®n)ûι «δ™≤Ρ±Ψ…μΒΡΧΦ≈cψt–Έ≥… (Cr23C6Θ©ψtΧΦΜ·ΈοΘ§Ώ@νêψtΒΡΧΦΜ·Έο―ΊΨßΫγΈω≥ωïr(sh®Σ)Θ§ΨΆïΰ°a(ch®Θn)…ζΧΦΜ·Έο÷ή΅ζΨ÷≤ΩΊöψtÖ^(q®±)”ρΓΘ°î(d®Γng)ΊöψtÖ^(q®±)”ρΨ÷≤ΩψtΚ§ΝΩΫΒΒΆΒΫ≤ΜδPδ™ΡΆΗ·ΈgΥυ–ηΒΡΉνΒΆΚ§ΝΩ“‘œ¬Θ§ΨΆïΰ°a(ch®Θn)…ζΨßιgΗ·ΈgΘ§Φ¥ΓΑΨßιgΊöψtάμ’™Γ±ΓΘΏ@’fΟς°a(ch®Θn)…ζΨßιgΗ·ΈgΒΡδ™≤Ρ «Κ§ψtΝΩΗΏΒΡ≤ΜδPδ™Θ§»γäW œσw≤ΜδPδ™1Cr18Ni9TiΓΔ2Cr18Ni9ΓΔώR œσw≤ΜδPδ™1Cr13ΓΔ2Cr13Β»ΘΜ“≤’fΟςüαοL(f®Ξng)†t≤ΜδP䙆töΛ‘Ύ–Θ¨ΠΚΗΫ”ïr(sh®Σ)Θ§ëΣ(y®©ng)ΧΊ³eΉΔ“βνA(y®¥)ΖάΚΗΫ”Ώ^≥Χ÷–Θ§≥ω§F(xi®Λn)ΚΗΫ”»±œίΘ§‘λ≥…üαοL(f®Ξng)†tΏ\(y®¥n)––Ώ^≥Χ÷–Θ§‘Ύ3«ßΩΥ/ΤΫΖΫάεΟΉ~5«ßΩΥ/ΤΫΖΫάεΟΉΫΜΉÉüαëΣ(y®©ng)ΝΠΉς”Οœ¬Θ§†töΛΚΗΩp»±œίΧé°a(ch®Θn)…ζΤΘ³ΎΘ§‘λ≥…ΚΗΩpι_Ν―ΓΘ
ΓΓΓΓΈ“΅χüαοL(f®Ξng)†tΥυ”ΟΒΡ≤ΡΝœΫ^¥σ≤ΩΖ÷ «Κ§ΧΦΝΩΓή0.2%ΒΡΗΏèä(qi®Δng)Ε»ΒΆΚœΫπΫY(ji®Π)‰΄(g®Αu)δ™Θ§»γQ345CΓΔQ345RΒ»ΓΘΥϋ²ÉΒΡΜ·¨W(xu®Π)≥…Ζ÷÷–ΒΡCrΓή0.30%Θ§≈cΓΑΨßιgΊöψtάμ’™Γ±÷–ΒΡCrΚ§ΝΩœύ≤ν…θΏh(yu®Θn)Θ§Υυ“‘≤Μïΰ°a(ch®Θn)…ζΨßιgΗ·ΈgΓΘ
ΓΓΓΓΥυ÷^ëΣ(y®©ng)ΝΠΗ·Έg «‘ΎλoëΣ(y®©ng)ΝΠΘ®Ϋπ¨ΌΒΡÉ»(n®®i)ΆβëΣ(y®©ng)ΝΠΘ©Ής”Οœ¬Θ§Ϋπ¨Ό‘ΎΗ·ΈgΫιΌ|(zh®§)÷–ΒΡΤΤâΡΖQûιëΣ(y®©ng)ΝΠΗ·ΈgΓΘΗ·ΈgΤΘ³Ύ «‘ΎΫΜΉÉëΣ(y®©ng)ΝΠΉς”Οœ¬Θ§Ϋπ¨Ό‘ΎΗ·ΈgΫιΌ|(zh®§)÷–ΒΡΤΤâΡΖQûιΗ·ΈgΤΘ³ΎΓΘëΣ(y®©ng)ΝΠΗ·Έg≈cΗ·ΈgΤΘ³ΎΘ§ «ëΣ(y®©ng)ΝΠ≈cΫιΌ|(zh®§)É…ΖN“ρΥΊΙ≤Ά§Ής”Οœ¬Υυ°a(ch®Θn)…ζΒΡΤΤâΡ–Έ ΫΓΘëΣ(y®©ng)ΝΠΗ·Έg±»ί^€ (zh®≥n)¥_ΓΘ
ΓΓΓΓ’{(di®Λo)≤ιΖ÷Έω’J(r®®n)ûιΘΚ†töΛ‘Ύ–Θ¨ΠΚΗΫ”Ώ^≥Χ÷–Θ§ΚΗΩpΝ―Φy «†töΛδ™Αε‘ΎΦ”ΙΛ≥…–ΆΏ^≥Χ÷–Θ§”…”Ύδ™ΑεΒΡ”άΨΟΉÉ–ΈΕχ°a(ch®Θn)…ζ≤ΡΝœÉ»(n®®i)≤ΩΫMΩ½ëΣ(y®©ng)ΝΠΘΜ‘ΌΦ”…œΦ”ΙΛΏ^≥Χ÷–ΒΡΨΪΕ»’`≤νΘ§ïΰΫo†töΛ–Θ¨ΠΓΔΚΗΫ”‘λ≥…Κή¥σΒΡ”ΑμëΓΘ‘ΎüαοL(f®Ξng)†t†töΛ–Θ¨ΠΚΗΫ”Ώ^≥Χ÷–Θ§†tσw¥σâΠ≤ΩΈΜΓΔ»Φüΐ “œ¬≤ΩΫY(ji®Π)‰΄(g®Αu)ΚÜÜΈΘ§–Θ¨ΠΚΗΫ”±»ί^»ί“ΉΘ§“ΜΑψ«ι¦rœ¬≤Μïΰ°a(ch®Θn)…ζΚΗΩpι_Ν―§F(xi®Λn)œσΓΘΒΪ «»Φüΐ ““‘…œ≤ΩΈΜΘ®Κ§»Φüΐ “Θ© «†töΛΫY(ji®Π)‰΄(g®Αu)èΆ(f®¥)κsΒΡ≤ΩΈΜΘ§‘™≤ΩΈΜ «»Φüΐ “≈cüαοL(f®Ξng)≥ωΩΎœύΏBΫ”ΒΡΒΊΖΫΓΘΤδéΉΚΈ–Έ†νΉÉΜ·±»ί^¥σΘ§»ί“Ή≥ω§F(xi®Λn)ΚΗΫ”»±œίΘ§“≤ «ëΣ(y®©ng)ΝΠΦ·÷–ÉAœρΉν΅ά(y®Δn)÷ΊΒΡ≤ΩΈΜΓΘ“ρ¥ΥΘ§ΚΗΩpι_Ν―éΉΚθ»Ϊ≤ΩΑl(f®Γ)…ζ‘ΎΏ@²Ä(g®®)≤ΩΈΜΓΘ
ΓΓΓΓ¨ΘΦ“²ÉΖ÷Έω’J(r®®n)ûιΘΚ‘ΎüαοL(f®Ξng)†t»Φüΐ “≤ΩΈΜ”…”ΎΫY(ji®Π)‰΄(g®Αu)èΆ(f®¥)κsΘ§‘Ύ–Θ¨ΠΚΗΫ”Ώ^≥Χ÷–ïΰ≥ω§F(xi®Λn)Ζeάέ’`≤νΘ§‘λ≥…àA≠h(hu®Δn)ΚœînΧéεe(cu®Α)ΈΜΘ§–η“Σ”Οδ™βF«Υ³”(d®Αng)Μρ’Ώ”ΟäAΑε≈c¬ίΥ®ΨoΙΧ«Υ³”(d®Αng)Θ§èä(qi®Δng)––ΚœînΘ§Ώ@‰”±Μ«Υ³”(d®Αng)δ™ΑεΒΡèù«ζ≤ΩΈΜïΰ°a(ch®Θn)…ζëΣ(y®©ng)ΝΠΦ·÷–ΓΘΚΗΫ”«Α»γΙϊΑ―δ™βFΜρ’ΏäAΑεΚΆ¬ίΥ®Υ…ι_Θ§δ™ΑεΨΆïΰΜ÷èΆ(f®¥)ΒΫ‘≠ΈΜΘ§ëΣ(y®©ng)ΝΠΦ·÷–ΨΆïΰΉ‘³”(d®Αng)œϊ≥ΐΓΘΏ@ «“ρ?y®Λn)ιδ™Αε°a(ch®Θn)…ζΒΡè½–‘ΉÉ–ΈΘ§‘Ύœϊ≥ΐΆβΝΠΉς”ΟΚσΘ§Μ÷èΆ(f®¥)‘≠–Έœϊ≥ΐΝΥëΣ(y®©ng)ΝΠΦ·÷–ΓΘΕχΈ“²É«Υ³”(d®Αng)δ™ΑεΒΡΡΩΒΡ «ΚœînΘ§ΚœînΒΡΡΩΒΡ «ΚΗΫ”ΓΘ°î(d®Γng)†töΛδ™Αε‘ΎΆβΝΠΉς”Οœ¬èä(qi®Δng)––ΚœînΚσΘ§”…è½–‘ΉÉ–ΈόD(zhu®Θn)ΉÉ?y®≠u)ι”άΨΟΉÉ–ΈΘ§δ™ΑεΒΡ ήΝΠèù«ζ≤ΩΈΜΨΆ «ë?y®©ng)ΝΠΦ·÷–ΒΡΒΊΖΫΘ§ΒΪ≤Μ «ΆβΝΠΉς”ΟΒΡ≤ΩΈΜΓΘ“ρ¥ΥΘ§‘Ύ–Θ¨ΠΏ^≥Χ÷–Θ§“Σ±MΝΩ€p…ΌΚΆ±ήΟβ†töΛ«Υ³”(d®Αng)ΚœînΓΘ†töΛ–Θ¨ΠΏ^≥Χ÷–δ™Αεèù«ζΧé°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–Θ§ «δ™Αε‘ΎΆβΝΠΉς”Οœ¬Θ§èä(qi®Δng)––Κœîn‘λ≥…è½–‘ΉÉ–ΈόD(zhu®Θn)ΉÉ?y®≠u)ι”άΨΟΉÉ–Έ°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–ΓΘΚΗΫ”Ώ^≥Χ°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–Θ§ «δ™Αε±Μèä(qi®Δng)––ΚœînΚσΘ§Α―δ™Αε≈cδ™ΑεΏBΫ”ΧéΒΡΩpœΕΦ”üαΚΗΫ”Θ§ ΙΚΗÖ^(q®±)»έ≥Ί÷–ΒΡ“ΚσwΫπ¨ΌΧé”ΎΚήΗΏΒΡ€ΊΕ»Θ®Ω…Ώ_(d®Δ)2000Γφ“‘…œΘ©Θ§‘λ≥…ΚΗΩpΚΗΫ”ïr(sh®Σ)Φ”üα≈ρΟ¦Θ§ΕχΆΘΚΗïr(sh®Σ)άδÖs ’ΩsΘ§°a(ch®Θn)…ζëΣ(y®©ng)ΝΠΦ·÷–ΓΘΡ«Ο¥Θ§«Υ³”(d®Αng)Κœînδ™Αεèù«ζΧé°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–≈cΚΗΫ”ïr(sh®Σ)Θ§ΆβΝΠΉς”Ο≤ΩΈΜ‘ΎΚΗΫ”Ώ^≥Χ°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–ΦΑΗς≤ΩΈΜΚΗΫ”Ώ^≥ΧΘ§Φ”üαάδÖs°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–¬™(li®Δn)œΒ‘Ύ“ΜΤπΘ§ΨΆ «ΗϋûιèΆ(f®¥)κsΒΡëΣ(y®©ng)ΝΠΦ·÷–ΓΘè½–‘ΉÉ–ΈόD(zhu®Θn)ΉÉ?y®≠u)ι”άΨΟΉÉ–ΈΚσΘ§°?d®Γng)°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–¥σ”ΎΆβΝΠΉς”ΟΘ§Φ”…œΚΗΫ”Φ”üαάδÖsïr(sh®Σ)°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–Θ§‘ΎΆβΝΠ≥Ζ≥ωΚσΘ§ ΕΧΤΎÉ»(n®®i)ΨΆïΰ°a(ch®Θn)…ζΨόμëΘ§…θ÷Ν?x®Σ)ΰ‘λ≥…ΙΑμî≈cöΛσwΖ÷κxΓΘ»γΙϊΆβΝΠΉς”ΟΧéΒΡΚΗΫ”ëΣ(y®©ng)ΝΠ¥σ”Ύèù«ζΉÉ–ΈΧéΒΡëΣ(y®©ng)ΝΠïr(sh®Σ)Θ§†töΛΚΗΩpëΣ(y®©ng)ΝΠΦ·÷–“ά»Μ¥φ‘ΎΓΘÉ»(n®®i)±ΎΚΗΩpïΰ≥ω§F(xi®Λn)É…ΖNΩ…ΡήΘΚ“ΜΖN «ëΣ(y®©ng)ΝΠΦ·÷–°a(ch®Θn)…ζΒΡΝ―ΦyΘ§üαοL(f®Ξng)†tΫ¦(j®©ng)Ώ^“ΜΕΈïr(sh®Σ)ιgΏ\(y®¥n)––ΚσΘ§ΨΆïΰ≥ω§F(xi®Λn)†töΛ±μΟφΒΡΚΗΩpι_Ν―ΘΜΝμ“ΜΖN «”–ëΣ(y®©ng)ΝΠΦ·÷–ΒΪ¦]”–°a(ch®Θn)…ζΝ―ΦyΘ§Ώ@ΨΆ «ΉνάμœκΒΡüαοL(f®Ξng)†t†töΛΓΘ“ρ?y®Λn)ι”–Ν―ΦyΚΆ¦]”–Ν―ΦyΒΡëΣ(y®©ng)ΝΠΦ·÷–Θ§ΕΦΩ…“‘‘ΎüαοL(f®Ξng)†tΚφ†tΚΆΏ\(y®¥n)––Ώ^≥Χ÷–Θ§Ά®Ώ^»ΥΙΛïr(sh®Σ)–ßΒΡΖΫΖ®€p…ΌΚΆœϊ≥ΐëΣ(y®©ng)ΝΠΦ·÷–ΓΘΏ@‰”ΒΡ†töΛΘ§ëΣ(y®©ng)‘™ «ιLâέΟϋΒΡ†töΛΘ®”–ΚΗΫ”»±œίΒΡ≥ΐΆβΘ©ΓΘ
ΓΓΓΓà‘(ji®Γn)¦Q±ήΟβΚΗΩpι_Ν― †töΛΑ≤»Ϊ”÷ιLâέ
ΓΓΓΓ¨ΘΦ“²ÉΖ÷Έω’J(r®®n)ûιΘ§†töΛ‘Ύ–Θ¨ΠΚΗΫ”Ώ^≥Χ÷–Θ§ °a(ch®Θn)…ζΒΡöβΩΉΓΔ ηΥ…ΓΔäA‘ϋΓΔΐîΝ―Β»ΚΗΫ”»±œί≈c«Υ³”(d®Αng)Κœîn°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–ΓΔ‘≠≤ΡΝœΒΡΚ§ΝρΝΩΦΑΤδΚΗΫ”ΦΦ–g(sh®¥)ΕΦ”–÷±Ϋ”Μρ’ΏιgΫ”ΒΡξP(gu®Γn)œΒΓΘ“ρ?y®Λn)ιΚΗΫ”Ώ^≥Χ÷–”ωΒΫ«Υ³”(d®Αng)ΚœînΉÉ–Έ°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–ΧéΘ§ΚΗ½l»έΜ·¨ß(d®Θo)÷¬«Υ³”(d®Αng)ΉÉ–ΈΧé°a(ch®Θn)…ζΈΔΉÉ–ΈΘ§ΚΗ½l‘Ύ»έΜ·Ώ^≥Χ÷–»ί“Ή–Έ≥…ΚΗΫ”»±œίΓΘ»γΙϊ‘≠≤ΡΝœΚ§ΝρΝΩΏ^ΗΏΘ§‘ΎΚΗΫ”Φ”üα≈cάδÖsΏ^≥Χ÷–Θ§Ϋ¦(j®©ng)Ώ^1150Γφ~1200Γφ÷°ιgΒΡïr(sh®Σ)ΚρΘ§°a(ch®Θn)…ζüα¥ύ§F(xi®Λn)œσΘ§»ί“Ή‘λ≥…ΐîΝ―ΚΆöβΩΉΒ»ΚΗΫ”»±œίΓΘ»γΙϊΚΗΫ”»ΥÜT≤ΜΝΥΫβ«Υ³”(d®Αng)ΚœînëΣ(y®©ng)ΝΠΦ·÷–ΚΆ‘≠≤ΡΝœΚΗΫ”–‘ΡήΏM(j®§n)––ΚΗΫ”Θ§°a(ch®Θn)…ζΚΗΫ”»±œίΒΡΗ≈¬ ΨΆïΰΗϋ¥σΓΘ“ρ¥ΥΘ§ΚΗΙΛ‘ΎΚΗΫ”«ΑΘ§ëΣ(y®©ng)‘™‘îΦö(x®§)ΝΥΫβ†töΛΥυ”ΟΒΡ‘≠≤ΡΝœΚΆ†töΛΒΡΦ”ΙΛΚΆΚΗΫ”ΙΛΥ΅Θ§»ΜΚσ‘ΌΏM(j®§n)––ΚΗΫ”ΓΘ»γΙϊ°a(ch®Θn)…ζΝΥΚΗΫ”»±œίΘ§“ΜΕ®ïΰ”Αμë†töΛΒΡ Ι”ΟâέΟϋΓΘ“ρ?y®Λn)ι‘ΎüαοL(f®Ξng)†tΏ\(y®¥n)––Ώ^≥Χ÷–Θ§ ήΒΫ÷ήΤΎ–‘3«ßΩΥ/ΤΫΖΫάεΟΉ~5«ßΩΥ/ΤΫΖΫάεΟΉöβσwâΚΝΠΉς”ΟΘ§ΚΗΫ”»±œί°a(ch®Θn)…ζΒΡöβΩΉΓΔ ηΥ…ΓΔäAκsΓΔΐîΝ―Β»ΦβΫ«≤ΩΈΜ”÷ïΰ°a(ch®Θn)…ζëΣ(y®©ng)ΝΠΦ·÷–Θ§‘ΎëΣ(y®©ng)ΝΠΉς”Οœ¬°a(ch®Θn)…ζΈΔΝ―ΦyΘ§Η·ΈgΫιΌ|(zh®§)ΏM(j®§n)»κΈΔΝ―ΦyΗ·ΈgΘ§“Μ÷±―”…λΒΫ†töΛ±μΟφΩ¥ΒΫΚΗΩpι_Ν―ΓΘΏ@ëΣ(y®©ng)‘™ «ëΣ(y®©ng)ΝΠΗ·ΈgΚΆΗ·ΈgΤΘ³Ύ‘λ≥…ΒΡêΚΙϊΓΘ
ΓΓΓΓ¨ΘΦ“²ÉΏÄΖ÷Έω’J(r®®n)ûιΘ§üαοL(f®Ξng)†t†töΛ‘Ύ–Θ¨ΠΚΗΫ”Ώ^≥Χ÷–Θ§”…”ΎΉÉ–Έ°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–ΚΆΚΗΫ”°a(ch®Θn)…ζΒΡëΣ(y®©ng)ΝΠΦ·÷–‘λ≥…ΒΡΚΗΫ”Ν―Φy≈cΚΗΫ”»±œίΘ§‘ΎüαοL(f®Ξng)†tΏ\(y®¥n)––Ώ^≥Χ÷–Θ§‘Ύ÷ήΤΎ–‘3«ßΩΥ/ΤΫΖΫάεΟΉ~5«ßΩΥ/ΤΫΖΫάεΟΉâΚΝΠΉς”Οœ¬Θ§ëΣ(y®©ng)ΝΠΦ·÷–‘λ≥…ΒΡΏ\(y®¥n)––Ν―ΦyΕΦïΰ‘Ύ÷ήΤΎ–‘âΚΝΠΚΆΗ·ΈgΫιΌ|(zh®§)Ής”Οœ¬Θ§Ν―Φy‘Ϋ¹μ‘Ϋ…νΘ§‘Ϋ¹μ‘ΫιLΘ§ΫιΌ|(zh®§)Η·Έg“≤‘Ϋ¹μ‘Ϋ΅ά(y®Δn)÷ΊΘ§÷±ΒΫ»Υ²ÉΑl(f®Γ)§F(xi®Λn)†töΛΆβ≤ΩΚΗΩpι_Ν―ΓΘΏ@ëΣ(y®©ng)‘™ «ëΣ(y®©ng)ΝΠΗ·ΈgΒΡ»ΪΏ^≥ΧΘ§ «üαοL(f®Ξng)†t†töΛâέΟϋΕΧΒΡ÷Ί“Σ‘≠“ρΓΘ
ΓΓΓΓ†töΛΏx≤Ρ…ς÷°”÷…ς Α≤»Ϊ…ζ°a(ch®Θn)Ψ·γäιLχQ
ΓΓΓΓΡΩ«ΑΘ§Έ“΅χμî»Φ ΫüαοL(f®Ξng)†t†töΛι_Ν―ïr(sh®Σ)≤…»ΓΒΡΧéάμ¥κ ©”–“‘œ¬éΉΖNΘΚ
ΓΓΓΓ¥κ ©“ΜΘΚ―ΊΚΗΩpÉ…²»(c®®)10άεΟΉΓΪ20άεΟΉüα”ΑμëÖ^(q®±)†töΛΏM(j®§n)––«–ΗνΘ®É»(n®®i)Ν―ΩpÖ^(q®±)”ρΘ©Θ§»ΜΚσ≤…”Ο–¬ΒΡδ™ΑεΧν―a(b®≥)ΚΗ―a(b®≥)Ϋ”ΓΘΒΪΏ@‰”ΒΡΧν―a(b®≥)ΚΗΫ”ΖΫΖ®ïΰ ΙΚΗΩp‘ωΦ”“Μ±ΕΘ§ïΰ¨ß(d®Θo)÷¬ΚΗΩp–¬ΒΡüα”ΑμëÖ^(q®±)É»(n®®i)≤Ω†töΛ‘Ό¥ΈΐîΝ―Αl(f®Γ)…ζΘ§Α≤»Ϊκ[ΜΦΗϋ¥σΓΘΏ@ΖNΖΫΖ®≤Μ «ΚήΚΟΒΡΧéάμΝ―ΩpΒΡΖΫΖ®Θ§ïΰ ΙΚΗΩp÷ήœρ°a(ch®Θn)…ζ–¬ΒΡΚΗΫ”ëΣ(y®©ng)ΝΠΝ―ΦyΦΑΗ·Έgι_Ν―ΓΘ
ΓΓΓΓ¥κ ©ΕΰΘΚΏx”ΟâΚΝΠ»ίΤςδ™ΑεQ345C+904LèΆ(f®¥)Κœδ™ΑεΜρ’ΏQ345R+904LèΆ(f®¥)Κœδ™ΑεΘ§ΕΦ»ΓΒΟΝΥί^ΚΟΒΡΧéάμ–ßΙϊΓΘ
ΓΓΓΓüo’™≤…»Γ¥κ ©“ΜΜρ’Ώ¥κ ©ΕΰΘ§κm»ΜΕΦΡήΫβ¦Q†töΛι_Ν―Ü•ν}Θ§ΒΪ «ΕΦ–η“ΣÜΈΉυüαοL(f®Ξng)†tΆΘ†t«–Ην†töΛΜρ’ΏΆΎ―a(b®≥)†töΛ¨ç(sh®Σ) ©ΨS–όΘ§ΨS–όΙΛ≥ΧΝΩ¥σ«“ΆΘ†tïr(sh®Σ)ιgιLΘ§”ΑμëοL(f®Ξng)€ΊΚΆΤσ‰I(y®®)–ß“φΓΘ“‘5000m3Φâ³eΗΏ†t≈δΧΉ4Ήυμî»Φ ΫüαοL(f®Ξng)†t«–Ην†töΛ¥σ–όûιάΐΘΚΨS–όΙΛΤΎΦs“ΜΡξïr(sh®Σ)ιgΘ§Τδ«–ΗνΨS–ό”ΑμëΤσ‰I(y®®)Ϋ¦(j®©ng)ùζ(j®§)–ß“φ¥σΦs‘Ύ1.5É|‘Σ÷Ν1.6É|‘Σ÷°ιgΘΜ»γΙϊ≤…”ΟΆΎ―a(b®≥)ΨS–όΘ§ΨS–όΤΎ“ΜΑψûι8²Ä(g®®)‘¬Ήσ”“Θ§ΤδΌM(f®®i)”ΟΚΆΤσ‰I(y®®)Ϋ¦(j®©ng)ùζ(j®§)™p ß“≤‘ΎÉ|‘ΣΉσ”“Θ§™p ß±»ί^¥σΓΘ
ΓΓΓΓΨCΚœ≤…”Ο†tΆβ‘ωΦ”“Μ¨”Q345R†töΛΘ§–¬άœ†töΛ÷°ιg‘ωΦ”±Θ€Ί≤ΡΝœΘ®¨éΩ…≤…”ΟQ345RΘ§“≤≤ΜΡή‘Ό≤…”ΟΨΏ”–üα¥ύΓΔάδ¥ύΓΔöβΩΉΓΔΚΗΫ”ηΠ¥Ο«“ΨΏ”–Φ”ΙΛöà¥φëΣ(y®©ng)ΝΠ™p²ϊΒΡQ345CΘ©Θ§Ω…¥_±ΘÉ»(n®®i)¨”άœ†töΛ€ΊΕ»¥σ”Ύ100ΓφΘ§άδΡΐΥ°÷ιΉÉ?y®≠u)ι’τΤϊ’τΑl(f®Γ)Θ§±ήΟβ»ΦüΐΚΆΥΆοL(f®Ξng)Ώ^≥Χ÷–¥σΝΩ…ζ≥…ΒΡΒΣ―θΜ·ΈοΚΆΝρΜ·Έοöβσw≈c£λ‘Ύ†töΛ±Ύ…œΒΡάδΡΐΥ°÷ιΫY(ji®Π)ΚœΘ§–Έ≥…ΥαΗυΗ·ΈgΫιΌ|(zh®§)Η·ΈgëΣ(y®©ng)ΝΠ™p²ϊΒΡδ™öΛΫMΩ½ΚΆΚΗΩpΝ―ΦyΘ®‘™†töΛΫβ¦QΖΫΖ®“―Ϋ¦(j®©ng)…ξàσ(b®Λo)΅χΦ“¨ΘάϊΘ©ΓΘ
ΓΓΓΓΝμ“ΜΖN «ΚήΕύÜΈΈΜ≥Θ“äΒΡΖΫΖ®Θ§ΨΆ «Ή¨ΗΏ€ΊÖ^(q®±)”ρ†töΛ€ΊΕ»¥σ”Ύ100Γφ…θ÷ΝΒΫ150ΓφΓΪ180ΓφΘ§ ΡΩΒΡ“≤ «Ή¨άδΡΐΥ°÷ιΉÉ?y®≠u)ι’τΤϊ’τΑl(f®Γ)Θ§Ζά÷ΙάδΡΐΥ°÷ι≈cΒΣΜ·ΈοΓΔΝρΜ·Έο…ζ≥…Η·ΈgΫιΌ|(zh®§)Θ§ΒΪΏ@‰”Ήωïΰ¥σ¥σ‘ωΦ”üαοL(f®Ξng)†tΒΡ…Δüα™p ßΓΘΙP’ΏΚÜÜΈΚΥΥψ…Δüα™p ßΘ§Α¥’’»’°a(ch®Θn)12000΅çηF°a(ch®Θn)ΡήΘ§»ΪΡξΑ¥’’350ΧλΓΔ420»f΅çηF°a(ch®Θn)ΡήΘ§»γΙϊ†töΛΤΫΨυ€ΊΕ»ûι90ΓφΘ§ΤδΟΩ–Γïr(sh®Σ)…Δüα™p ßûι702240«ßΩ®/Θ®–Γïr(sh®Σ)ΓΛΉυΘ©Θ§’έΚœΟΚöβΝΩûι936.32ΝΔΖΫΟΉ/Θ®–Γïr(sh®Σ)ΓΛΉυΘ©Θ§’έΚœΟΚöβœϊΚΡΝΩûι7.49ΝΔΖΫΟΉ/΅çηFΘ§»ΪΡξ?du®§)töΛ…Δüα™p ß’έΚœΟΚöβ”ΟΝΩ31458000ΝΔΖΫΟΉΘΜ»γΙϊ†töΛΤΫΨυ€ΊΕ»ûι 120ΓφΘ§ΤδΟΩ–Γïr(sh®Σ)…Δüα™p ßûι1083760«ßΩ®/Θ®–Γïr(sh®Σ)ΓΛΉυΘ©Θ§’έΚœΟΚöβΝΩûι1445.01ΝΔΖΫΟΉ/Θ®–Γïr(sh®Σ)ΓΛΉυΘ©Θ§’έΚœ΅çηFΟΚöβœϊΚΡΝΩûι11.56ΝΔΖΫΟΉ/΅ç Θ§»ΪΡξ?du®§)töΛ…Δüα™p ß’έΚœΟΚöβ”ΟΝΩ48552000ΝΔΖΫΟΉΘΜ»γΙϊ†töΛΤΫΨυ€ΊΕ»150ΓφΘ§ΤδΟΩ–Γïr(sh®Σ)…Δüα™p ßûι1526080«ßΩ®/Θ®–Γïr(sh®Σ)ΓΛΉυΘ©Θ§’έΚœΟΚöβΝΩûι 2034.77ΝΔΖΫΟΉ/Θ®–Γïr(sh®Σ)ΓΛΉυΘ©Θ§’έΚœΟΚöβœϊΚΡΝΩûι16.26ΝΔΖΫΟΉ/΅çΘ§»ΪΡξ?du®§)töΛ…Δüα™p ß’έΚœΟΚöβ”ΟΝΩ68376000ΝΔΖΫΟΉΓΘ†töΛΤΫΨυ€ΊΕ»”…90Γφ‘ωΦ”ΒΫ150ΓφΘ§ΟΩΡξΕύάΥΌM(f®®i)36918000ΝΔΖΫΟΉΟΚöβΘ§≥§Ώ^ΝΥ†töΛ90Γφïr(sh®Σ)ΒΡüα™p ßΘ®»Φüΐ “†töΛ€ΊΕ»ΒΆ”Ύ90Ε»ûι≥Θ“é(gu®©)‘O(sh®®)”΄(j®§)Θ§»γΙϊ≤…”Ο‘Ξ≈dΒΡΏ@μ½(xi®Λng)¨Θάϊ¨Π»Φüΐ “¨ç(sh®Σ) ©Άβ±Θ€ΊΘ§ΤδΙù(ji®Π)Ρή≥…±Ψ¨ΔΗϋΗΏΘ©ΓΘΫΒΒΆ–߬ ΓΔ‘Ύ‘ωΦ”»ΦΝœ≥…±ΨΓΔΒΣ―θΜ·Έο‘ωΦ”ΓΔΕΰ―θΜ·ΧΦ≈≈Ζ≈‘ωΦ”ΓΔΤσ‰I(y®®)–ß“φΫΒΒΆΘ§Ώ@ «ΒΟ≤ΜÉî ßΒΡ≈e¥κΓΘΕχ–¬‘ωΦ”ΒΡΆβΗ≤≤Ω†töΛΦ»Ω…“‘≥–âΚ≥–÷Ί”÷Ω…“‘±ήΟβ…Δüα™p ßΘ§Ιù(ji®Π)Φs»ΦΝœΓΔΧαΗΏ–߬ ΓΔ€pΒΣ€pΧΦΘ§ΏÄ≤Μ–η“ΣÜΈΉυüαοL(f®Ξng)†tΆΘ°a(ch®Θn)Θ§Ω…“‘èΊΒΉœϊ≥ΐ†töΛι_Ν―ΒΡΑ≤»Ϊκ[ΜΦΓΘ
ΓΓΓΓ…œ ωëΣ(y®©ng)ΝΠΦ·÷–ΒΡΖ÷Έω’fΟςΘ§“ΣœκΫβ¦QΤω÷ΰΒΡΡΆ≤Ρ ήΝΠ¨ß(d®Θo)÷¬ΒΡëΣ(y®©ng)ΝΠΦ·÷–Θ§ΨΆ“ΣèΡΡΆ≤ΡΤω÷ΰΫY(ji®Π)‰΄(g®Αu)ΒΡΦ”üα ήΝΠ÷χ ÷ΓΘ‘Ξ≈dΥΡΕΈ ΫüαοL(f®Ξng)†tΨΆ «≤…»ΓΑ―üαοL(f®Ξng)≥ωΩΎ÷±ΕΈΚΆεFΕΈΉωΝΥΖά÷ΙëΣ(y®©ng)ΝΠΦ·÷–ΒΡΖ÷…ΔΧéάμΖΫΖ®Θ§εF–ΈΙΑμîΚΆüαοL(f®Ξng)≥ωΩΎ÷±ΕΈΗςΉ‘Σö(d®≤)ΝΔ÷ß™ΈΘ§€p…ΌΝΥëΣ(y®©ng)ΝΠΦ·÷–Θ§ΚήΚΟΒΊΫβ¦QΝΥ§F(xi®Λn)”–μî»Φ ΫüαοL(f®Ξng)†tüαοL(f®Ξng)≥ωΩΎ ήΝΠ™pâΡÜ•ν}Θ§±Θ’œΝΥ»Φüΐ “ΫY(ji®Π)‰΄(g®Αu)ΚΆüαοL(f®Ξng)≥ωΩΎΫY(ji®Π)‰΄(g®Αu)ΒΡΖÄ(w®ßn)Ε®ιLâέΓΘ Ήδ™èàΗΘΟς¨ΘΦ“àF(tu®Δn)ξ†(du®§)Χα≥ωΒΡîMΚœë“φ€ΨÄΫY(ji®Π)‰΄(g®Αu)Ϋβ¦QΝΥ»Φüΐ “≤ΩΈΜΝμΆβ»ΐ²Ä(g®®)Ü•ν}ΘΚΤδ“Μ «≤…”Οë“φ€ΨÄΙΑμîîMΚœΫY(ji®Π)‰΄(g®Αu)Θ§èΊΒΉΫβ¦QΝΥ‘≠»Φüΐ “εFΕΈ≤ΜΚœάμ ήΝΠ¨ß(d®Θo)÷¬ΒΡεF–ΈΙΑμî÷–≤ΩΤωσwœ¬¥ΙΘ§ΕχΙΑΡ_≤ΩΈΜ ήΝΠ ΙεF–ΈΙΑμîά°Α»ΩΎ÷±èΫîU(ku®Α)¥σ™pâΡΡΆ≤ΡâΠσwΘΜΤδΕΰ «εF–ΈΙΑμî?sh®¥)ΡΦτ«–ë?y®©ng)ΝΠΓΔ÷ΊΝΠΓΔœ¬Μ§ΝΠΨCΚœΉς”Ο¨ΠεF–ΈΙΑμî÷–≤ΩΒΡ≤ΜΚœάμ ήΝΠ¨ß(d®Θo)÷¬εF–Έ÷–≤Ωœ¬¥ΙΘ§ΙΑΡ_≤ΩΈΜ ήΝΠ ΙεF–ΈΙΑμîά°Α»ΩΎ÷±èΫîU(ku®Α)¥σΘ§¨ß(d®Θo)÷¬†töΛ«ρΟφ≤ΩΈΜδ™öΛ ήΝΠ™p²ϊΚΆëΣ(y®©ng)ΝΠΗ·Έgι_Ν―ΘΜΤδ»ΐ «¨Δ»Φüΐ “÷±ΕΈΚΆΤω÷ΰ‘Ύ…œΟφΒΡεF–ΈΙΑμîÉû(y®≠u)Μ·ûιîMΚœë“φ€ΨÄΙΑμîΫY(ji®Π)‰΄(g®Αu)≤Δ¨ç(sh®Σ) ©Ζ÷κx‘O(sh®®)”΄(j®§)Θ§”––ßόD(zhu®Θn)“ΤΖ÷…ΔΝΥëΣ(y®©ng)ΝΠΘ§Ϋβ¦QΝΥΡΆ≤ΡëΣ(y®©ng)ΝΠΚΆδ™öΛëΣ(y®©ng)ΝΠΉς”ΟΓΘ‘ΌΆ®Ώ^ΗΡΉÉ†töΛ≤ΡΌ|(zh®§)Θ§≤…”ΟΏmëΣ(y®©ng)¥σ–ΆΗΏ†tΗΏοL(f®Ξng)€ΊΓΔΗΏοL(f®Ξng)âΚüαοL(f®Ξng)†t“Σ«σΒΡâΚΝΠ»ίΤς†töΛδ™ΑεQ345RΧφ¥ζQ345C†töΛδ™ΑεΘ§”ΟΚÜÜΈ“Ή––ΒΡΖΫ ΫèΊΒΉΫβ¦QΗ·Έgι_Ν―§F(xi®Λn)œσΘ§¥_±Θ»Φüΐ “É»(n®®i)“rΡΆ≤ΡΚΆ†töΛœϊ≥ΐΥυ”–ëΣ(y®©ng)ΝΠèΡΕχ¨ç(sh®Σ)§F(xi®Λn)ΖÄ(w®ßn)Ε®ιLâέΗΏοL(f®Ξng)€ΊΡΩ‰Υ(bi®Γo)ΓΘΘ®³Δ άΨέΘ©
