










°°°°—–æøµƒ±≥æ∞≈cÜñÓ}
°°°°∫£…œ”Õö‚þMø⁄∫Õ∫£—Û”Õö‚Æa(ch®£n)òI(y®®)◊˜ûÈŒ“á¯∫£π§—blj÷∆‘ÏòI(y®®)µƒ÷ÿ“™ΩM≥…≤ø∑÷£¨‘⁄ÎpúƒøòÀ∫Õá¯É»(n®®i)”Õö‚œ˚ŸM‘ˆÈLµƒ±≥æ∞œ¬µ√µΩøÏÀŸ∞l(f®°)’π£¨∆‰…˙Æa(ch®£n)°¢ðîÀÕ≠h(hu®¢n)æ≥ê∫¡”£¨‘⁄ƒÕ∏þâ∫°¢-162°Ê≥¨µÕúÿ°¢ƒÕ∏ØŒgº∞ƒÕ∫Ú–‘µ»∑Ω√Ê“™«Û∏¸∏þ°£∂¯¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πГÚ∆‰æþ”–∏þèä∂»°¢∏þƒÕ∏ØŒg–‘º∞¡º∫√µƒµÕúÿÀЖ‘£¨ƒÐøÀ∑˛òO∂Àúÿ∂»°¢∏þâ∫°¢∏ØŒgòO∂À≠h(hu®¢n)æ≥£¨ «Œ“á¯∫£…œ”Õö‚þMø⁄∫ÕÈ_∞l(f®°)≤ªø…ªÚ»±µƒª˘µA(ch®≥)πÐ≤ƒ°£“Ú¥À£¨ –àˆå¶¥Ûø⁄èΩ≤ª‰P‰ì∫∏πЖ˫ۺ±Ñ°‘ˆº”£¨«“πÐ≤ƒ¥Û¡ø“¿øøþMø⁄£¨‘⁄Ωªÿõ∆⁄°¢ºº–g(sh®¥)–‘ƒÐ°¢ºº–g(sh®¥)òÀú …œæ˘‘O(sh®®)÷√ÈTô루嶌“ᯜýÍP(gu®°n)––òI(y®®)–Œ≥…±⁄âæ°£‘Ï≥…þ@∑Næ÷√ʵƒ‘≠“Ú”–“‘œ¬»˝ÇÄ∑Ω√Ê£∫
°°°°1°¢Ç˜Ωy(t®Øng)JCOE÷∆lj∑Ω Ωæ˘ë™(y®©ng)”√”⁄…˙Æa(ch®£n)°∞∫⁄≤ƒ°±£¨»ð“◊≥ˆ¨F(xi®§n)±⁄∫Ò≤ªæ˘ÑÚ°¢È_ø⁄∂»≤ª“ª÷¬°¢àA∂»≤ª◊„µ»»±œð£¨á¿÷ÿµƒå¢≥ˆ¨F(xi®§n)≤ªƒÐ–ÞèÕ(f®¥)∂¯àÛèU£¨ƒø«∞¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πÐ…˙Æa(ch®£n)÷–Èg≠h(hu®¢n)πù(ji®¶)∑±»þ£¨¡º∆∑¬ µÕ£¨ùM◊„≤ª¡À∂ý∆∑∑N°¢∂ý“é(gu®©)∏ÒÆa(ch®£n)∆∑þB¿m(x®¥)ªØ…˙Æa(ch®£n)–Ë«Û°£
°°°°2°¢¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πГڅ˙Æa(ch®£n)ºº–g(sh®¥)≤ª≥… Ï£¨åß(d®£o)÷¬‘⁄∑˛“€þ^≥Ã÷–òO“◊≥ˆ¨F(xi®§n)°∞≈а±°¢°∞√∞°±°¢°∞µŒ°±°¢°∞¬©°±µ»¨F(xi®§n)œÛ£¨Æa(ch®£n)∆∑–‘ƒÐÎy“‘ùM◊„òO∂À≠h(hu®¢n)æ≥–Ë«Û£¨∂¯”Õö‚ðîÀÕπЬ∑å¶≥þ¥Á≈cµÕúÿÌg–‘“™«Û∏¸º”á¿∏Ò£¨“Ú¥À÷ÿ¸cÈ_’πÍP(gu®°n)ÊIºº–g(sh®¥)—–æø «Ã·…˝πÐ≤ƒ∑˛“€––ûȵƒ÷ÿ“™ ÷∂Œ°£
°°°°3°¢ƒø«∞á¯É»(n®®i)ìÌ”–µƒ‘O(sh®®)Ç‰æ˘ «èƒá¯Õ‚þMø⁄ªÚ’þá¯É»(n®®i)ÜŒ≈_‘O(sh®®)lj∞¥π§–ÚΩM≥…Îx…¢–ÕÆa(ch®£n)æÄ£¨‘O(sh®®)ljÉr∏Ò∞∫ŸF£¨»±…Ÿ◊‘÷˜—–∞l(f®°)µƒΩõ(j®©ng)Úû≈cƒÐ¡¶°£“Ú¥À–Ë“™ΩY(ji®¶)∫œ¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πÐ≥…–Œ¿Ì’ì°¢π§Àᵃ—–æø£¨Ã·≥ˆ≈cÆa(ch®£n)æÄ–Ë«Û“ª÷¬µƒ—bljΩY(ji®¶)òã(g®∞u)–Œ Ω≈c…˙Æa(ch®£n)ƒÐ¡¶£¨¥Ú∆∆¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πЗblj“¿ŸáþMø⁄µƒ¨F(xi®§n)ÝÓ°£
°°°°÷˜“™Ñì(chu®§ng)–¬É»(n®®i)»ð
°°°°ÌóƒøàFÍÝΩõ(j®©ng)þ^ Æ∂ýƒÍµƒ¬ì(li®¢n)∫œπ•ÍP(gu®°n)£¨Ω‚õQ¡À≥…–Œ≈c∫∏Ω”µƒÜñÓ}£¨‘⁄¥Àª˘µA(ch®≥)…œðo÷˙÷∆ljπ§Àá°¢ü·Ãé¿Ìºº–g(sh®¥)“‘º∞≈c÷Æ∆•≈‰µƒ—blj°£òã(g®∞u)Ω®èù«˙≥…–Œ°¢þB¿m(x®¥)∫∏Ω”Öf(xi®¶)Õ¨º”π§Ûwœµ£¨Ω‚õQπÐÛw≥…–Œ≈c∫∏Ω”–‘ƒÐ“ª÷¬–‘µƒÜñÓ}£¨»⁄∫œ∫œ¿Ìµƒπ§Àá÷∆∂»°¢ü·Ãé¿Ìºº–g(sh®¥)“‘º∞≈c÷Æ∆•≈‰µƒ—blj£¨÷∆lj≥ˆùM◊„ –àˆ–Ë«Ûµƒ¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì÷±øp∫∏πа£∆‰øÇÛwÀº¬∑»ÁàD1À˘ æ°£
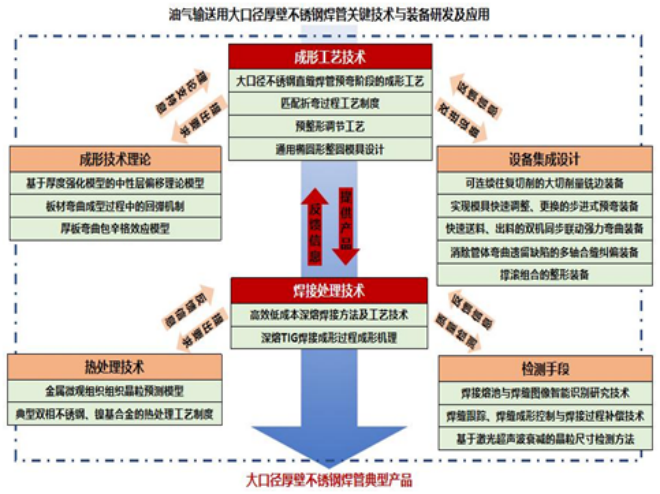
àD1 ¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πÐøÇÛwÀº¬∑
°°°°Ñì(chu®§ng)–¬¸c“ª°¢ª˘”⁄∫Ò±⁄∞Â≤ƒ÷––‘å”∆´“∆°¢èù«˙ªÿèó°¢∞¸–¡∏Ò–ßë™(y®©ng)¿Ì’죨òã(g®∞u)Ω®¡À´@µ√∞ÂþÖÓA(y®¥)èù°¢πÐÛwþB¿m(x®¥)’€èù≈cæ´’˚≥…–Œ∑Ω∑®£¨ûÈπ§Àá÷∆∂®∫Õ—blj—–∞l(f®°)÷π©¡À¿Ì’ì“¿ì˛(j®¥)£¨–Œ≥…≤ªÕ¨“é(gu®©)∏ÒÆa(ch®£n)∆∑ÜŒµ¿¥Œ’€èùþ^≥Ã÷––‘å”∆´“∆¡ø£®∞Â∫Ò6%-18%£©°¢ªÿèó£®∞Â∫Ò0.8%£©µ»æ´ú øÿ÷∆£¨Ω‚õQ¡ÀπÐÛw’€èù≥…–Œþ^≥Ã≥þ¥Á∆´≤Ó≈c»±œðÎyÓ}°£
°°°°È_’πë™(y®©ng)¡¶÷––‘å”≈cé◊∫Œ÷––ƒå”∆´“∆“é(gu®©)¬…—–æø£¨òã(g®∞u)Ω®ª˘”⁄∫Ò∂»èäªØƒ£–Õµƒ÷––‘å”∆´“∆∑Ω∑®£¨ø…ðo÷˙ÓA(y®¥)úyπÐÛw’€èùþ^≥Ã√øµ¿¥Œπб⁄úp±°¡ø“‘º∞πÐèΩ—”…Ï¡ø£¨åç¨F(xi®§n)‘≠ º≈˜¡œæ´¥_∂®åí£ªÈ_’π∞Â≤ƒèù«˙≥…–Œþ^≥êÿèóôC÷∆—–æø£¨òã(g®∞u)Ω®ø…”––ßøÿ÷∆’€èùΩ«∂»µƒ∑Ω∑®£¨ªÿèó¡ø∆Ωæ˘÷µºsûÈ∞Â∫Òµƒ0.8%◊Û”“£¨åç¨F(xi®§n)¡À∞Â≈˜’€èù–∂ðd∫Ûªÿèó¡øµƒæ´¥_ÓA(y®¥)úy£¨”––ß±Ð√‚πÐÛw≥…–Œ≥ˆ¨F(xi®§n)∫∏øpÈ_ø⁄ð^¥Û°¢÷ÐœÚàA∂»≤ª¡º»±œð£ªÈ_’π∞Â≤ƒèù«˙þ^≥ú”/–∂ðdþ^≥Ã÷–∞¸–¡∏Ò–ßë™(y®©ng)—–æø£¨òã(g®∞u)Ω®∫Ò∞Âèù«˙∞¸–¡∏Ò–ßë™(y®©ng)∑Ω∑®£¨≈cåçÎHúy¡ø’`≤Ó–°”⁄10%£¨ûÈ∫Ò±⁄≤ª‰P‰ì∫∏πÐJCOE≥…–Œπ§–Ú÷–πÐÛwÓA(y®¥)èù°¢þB¿m(x®¥)’€èù≥…–Œπ§Àá÷∆∂®Ã·π©ºº–g(sh®¥)“¿ì˛(j®¥)°£
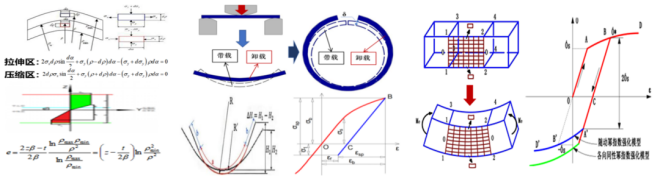
àD2 ∫Ò±⁄∞Â≤ƒ÷––‘å”∆´“∆°¢èù«˙ªÿèó°¢∞¸–¡∏Ò–ßë™(y®©ng)µ»∑Ω∑®
°°°°Ñì(chu®§ng)–¬¸c∂˛°¢—–æø¡ÀπÐÛw≥…–Œþ^≥ÃÍP(gu®°n)ÊIπ§–Úƒ£æþòã(g®∞u)–Õ£¨Ω“ æ¡À≤ªÕ¨≤ƒŸ|(zh®¨)°¢“é(gu®©)∏ÒÆa(ch®£n)∆∑≥…–Œþ^≥õƒ◊É–Œ“é(gu®©)¬…£¨´@µ√ùM◊„…˙Æa(ch®£n)–Ë«Ûµƒ≥…–Œπ§ÀẺ–g(sh®¥)Ûwœµ£¨Ω‚õQ¡À≥…–Œþ^≥Ã÷–Æa(ch®£n)…˙»±œðµ»ºº–g(sh®¥)ÎyÓ}°£
°°°°È_’πÓA(y®¥)èùƒ£æþ嶥Ûø⁄èΩ∫Ò±⁄∫∏πБ⁄ÓA(y®¥)èùÎA∂Œµƒ”∞Ìë“é(gu®©)¬…—–æø£¨÷∆∂®≥ˆùM◊„¥Ûø⁄èΩ≤ª‰P‰ì÷±øp∫∏πÐÓA(y®¥)èùÎA∂Œµƒ≥…–Œπ§Àá°£òã(g®∞u)Ω®ø…ùM◊„≤ªÕ¨÷±èΩ°¢±⁄∫ÒπÐ≤ƒµƒ∞Â≈˜ÓA(y®¥)èù≥…–Œ∞ºÕπƒ£æþ£¨ª˘”⁄πÐ≈˜÷±þÖª°þÖÞD(zhu®£n)◊ÉÖ^(q®±)”ÚµƒÓA(y®¥)èùƒ£æþþ^∂…∂Œ°¢…œœ¬ƒ£æþœýŒª≤ÓÉû(y®≠u)ªØ‘O(sh®®)”ã∑Ω∑®£¨∞Â≤ƒ∫Ò∂»√ø‘ˆº”10mm£¨þ^∂…∂ŒΩ«∂»‘ˆº”1°„£¨þ^∂…∂Œèù«˙¡ø‘ˆº”9mm◊Û”“£¨”––ßåç¨F(xi®§n)œ¬ƒ£––◊þ––≥Ã≈cº”ðd∑Ω Ωæ´ú øÿ÷∆£¨åç¨F(xi®§n)¡À≤ªÕ¨÷±èΩπÐÛw≥…–Œ“ªƒ£∂ý”√µƒ–ßπ˚£ªÈ_’π∞Â≤ƒ’€èù≥…–Œþ^≥Ã≤ΩþM ΩþB¿m(x®¥)èù«˙≥…–Œ—–æø£¨Éû(y®≠u)ªØ¡À…œƒ£æþâ∫œ¬¡ø°¢œ¬ƒ£æþÈ_ø⁄∂»º∞œ¬â∫µ¿¥Œµ»π§ÀáÖ¢îµ(sh®¥)£¨’€èù≥…–Œ…œƒ£æþâ∫œ¬¡ø∫Õœ¬ƒ£È_ø⁄∂»°¢’€èùµ¿¥ŒÉû(y®≠u)ªØ‘O(sh®®)”ã∑Ω∑®£¨Ã·∏þ¡ÀπÐÛw≥þ¥Áæ´∂»£¨ùM◊„≤ªÕ¨“é(gu®©)∏ÒπÐÛw…˙Æa(ch®£n)µƒ◊ÓÉû(y®≠u)’€èù≥…–Œπ§Àá“™«Û£¨åç¨F(xi®§n)¡ÀπÐÛw÷∆ljÎA∂Œ∏þ–ߪذ¢æ´¥_ªØ£ªÈ_’πÓA(y®¥)’˚–ŒôC∂ý◊‘”…∂»∫œøp—–æø£¨Éû(y®≠u)ªØ¡À∫œøpðÅŒª÷√°¢ðSœÚâ∫œ¬Ω«∂»µƒ’{(di®§o)πù(ji®¶)π§Àᣨòã(g®∞u)Ω®ª˘”⁄≤ªÕ¨È_ø⁄∂»ÓA(y®¥)’˚–Œ’{(di®§o)’˚∑Ω∑®≈cÍP(gu®°n)ÊIºº–g(sh®¥)°¢°∞Ó–Œ°±°∞¿Ê–Œ°±°∞ÂeþÖ°±µ»Ãÿ ‚»±œðÉû(y®≠u)ªØôC¿Ì£¨åç¨F(xi®§n)¡ÀπÐÛw∫∏øpæ´ú å¶Ω”£¨Ã·∏þπÐÛw≥…–ŒŸ|(zh®¨)¡ø°£
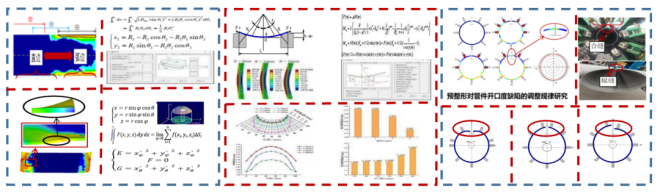
àD3 πÐÛw≥…–Œþ^≥ÃÍP(gu®°n)ÊIπ§–Úƒ£æþòã(g®∞u)–Œ‘O(sh®®)”ã∑Ω∑®≈cπ§Àá’{(di®§o)øÿºº–g(sh®¥)
°°°°Ñì(chu®§ng)–¬¸c»˝°¢È_∞l(f®°)¡À∫∏Ω”»€≥ÿ≈c∫∏øpàDœÒ÷«ƒÐ◊RÑe∏˙€ô°¢∫∏øp≥…–Œ÷«ƒÐπ§Àáøÿ÷∆ºº–g(sh®¥)°¢∫∏øpŸ|(zh®¨)¡øµƒ»´¡˜≥ñO(ji®°n)øÿ≈cÑ”ëB(t®§i)Éû(y®≠u)ªØºº–g(sh®¥)£¨»€≥ÿ–ŒëB(t®§i)◊RÑe’˝¥_¬ þ_96.34%£¨∫∏øp»±œð◊RÑe∫Õôzúyú ¥_¬ þ_95%“‘…œ£¨∫∏Ω”≥…±æΩµµÕ30%“‘…œ£¨–߬ ÷∏þ10±∂°£
°°°°È_∞l(f®°)≥ˆùM◊„¥Û÷±èΩ∫Ò±⁄∫∏πÐ∫∏Ω”–Ë«Ûµƒ∏þ–ßµÕ≥…±æ…Ó»€∫∏Ω”∑Ω∑®º∞π§ÀẺ–g(sh®¥)£¨È_’π…Ó»€TIG∫∏Ω”≥…–Œþ^≥á¶åW(xu®¶)∑÷Œˆ£¨¿˚”√ü·¡˜πÃÒÓ∫œþM––…Ó»€TIG∫∏Ω”îµ(sh®¥)÷µƒ£îM£¨´@µ√¡À…Ó»€TIG∫∏Ω”≥…–Œþ^≥Ãπ§Àᣪòã(g®∞u)Ω®ª˘”⁄∫∏øp»€≥ÿº∞ƒ˝πÃ≥…–Œ∫Û∫∏øp–ŒÝÓµƒ≤∂◊ΩœµΩy(t®Øng)£¨´@µ√¡À∫∏Ω”»€≥ÿ≈c∫∏øpàDœÒ÷«ƒÐ◊RÑeºº–g(sh®¥)£ªÈ_’πª˘”⁄“ï”Xǘ∏–°¢Îäâ∫Î䡘∂ý–≈œ¢»⁄∫œµƒ»€≥ÿÃÿ’˜îµ(sh®¥)ì˛(j®¥)≤…ºØœµΩy(t®Øng)—–æø£¨’∆Œ’∫∏øp∏˙€ô°¢∫∏øp≥…–Œøÿ÷∆≈c∫∏Ω”þ^≥×aÉ–g(sh®¥)£¨»€≥ÿ–ŒëB(t®§i)◊RÑe∑Ω√Ê’˝¥_¬ þ_96.34%£¨ú ¥_¬ ∫Õôzúy–߬ þ_95%“‘…œ£¨´@µ√∫∏Ω”þ^≥Ã∫∏øp≥…–ŒŸ|(zh®¨)¡ø÷«ƒÐøÿ÷∆£¨ú ¥_µƒÓA(y®¥)úy»€≥ÿ¡¶åW(xu®¶)––ûȺ∞»€åí–Œ√≤£¨¥_±£¡À∫Ò±⁄∫∏πÐ∫∏øpŸ|(zh®¨)¡ø≈cª˘Ûw≤ª‰P‰ì≤ƒ¡œµƒ–‘ƒÐ“ª÷¬–‘£¨Ã·∏þ∫∏Ω”Ÿ|(zh®¨)¡øº∞∫∏Ω”–߬ °£
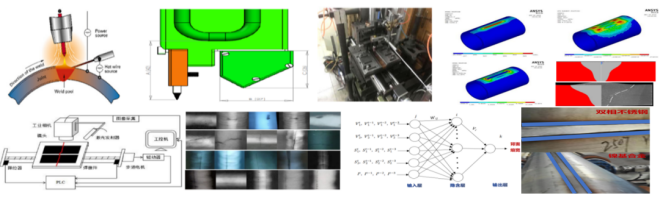
àD4 πÐÛw∫Ò±⁄≤ª‰P‰ì∫∏πÐàDœÒÑ”ëB(t®§i)◊RÑe°¢÷«ƒÐ—aÉî?sh®¥)ƒ∏þ–ß∫∏Ω”∑Ω∑?/div>
°°°°Ñì(chu®§ng)–¬¸cÀƒ°¢È_∞l(f®°)¡Àø…åç¨F(xi®§n)∫∏øp≈cƒ∏≤ƒ–‘ƒÐ“ª÷¬–‘’{(di®§o)øÿ°¢æß¡£≥þ¥Á‘⁄æÄôzúy∑Ω∑®µ»ÍP(gu®°n)ÊIºº–g(sh®¥)£¨åç¨F(xi®§n)¡ÀπÐ≤ƒü·Ãé¿Ìþ^≥ÃΩMø󖑃Ð≈cŒˆ≥ˆœýµƒÑ”ëB(t®§i)’{(di®§o)øÿ£¨‘⁄æÄæß¡£∂»’`≤Ó–°”⁄10%£¨Ω‚õQ¡Àæß¡£∂»ÓA(y®¥)úyÎy°¢∫∏øpÈ_¡—°¢∫∏Ω”≤ø∑÷≈cª˘Ûw–‘ƒÐ“ª÷¬–‘≤Óµ»ÎyÓ}°£
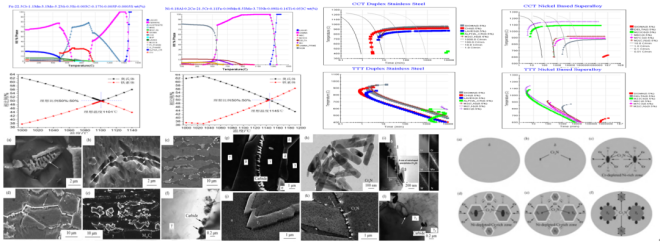
°°°°òã(g®∞u)Ω®¡ÀŒ¢”^ΩMøóæß¡£ÓA(y®¥)úy∑Ω∑®£¨∞l(f®°)¨F(xi®§n)¡ÀπÐ≤ƒ‘⁄≤ªÕ¨úÿ∂»œ¬µƒΩMøóæß¡£µƒ‘ŸΩY(ji®¶)æß°¢æß¡£ÈL¥Ûµ»◊ɪؓé(gu®©)¬…£¨åç¨F(xi®§n)¡Àæß¡£∂»æ´¥_øÿ÷∆£ªΩ®¡¢º§π‚≥¨¬ï≤®À•úpµƒæß¡£≥þ¥Áôzúy∑Ω∑®£¨åç¨F(xi®§n)¡ÀπÐ≤ƒŒ¢”^æß¡£≥þ¥Áµƒ‘⁄æÄåçïrôzúy£ªª˘”⁄≥…–Œ∫ÛµƒπÐ≤ƒ–ËþM––ü·Ãé¿Ì––ûÈåç¨F(xi®§n)πк˛∫∏øp≈cƒ∏≤ƒΩMøó≈c–‘ƒÐµƒ“ª÷¬–‘£¨—–æøÎpœý≤ª‰P‰ì°¢Êáª˘∫œΩœý◊É“é(gu®©)Ñt£¨ÍU√˜‘⁄≤ªÕ¨úÿ∂»ólº˛œ¬µƒœý◊ÉÃÿ’˜£¨òã(g®∞u)Ω®ø…åç¨F(xi®§n)∫∏øp∫Õª˘Ûw–‘ƒÐ“ª÷¬–‘µƒÍP(gu®°n)ÊIºº–g(sh®¥)£¨ΩY(ji®¶)∫œCCTº∞TTT«˙æÄ£¨±Ð√‚üo–ߺ∞”–∫¶úÿ∂»£¨–Œ≥…µ‰–ÕÎpœý≤ª‰P‰ì°¢Êáª˘∫œΩµƒü·Ãé¿Ìπ§Àá÷∆∂»°£
àD5 ∫Ò±⁄≤ª‰P‰ì∫∏πÐü·Ãé¿Ìþ^≥ÃΩMøóæß¡£°¢Œˆ≥ˆœýµ»—ð◊ÉôC¿Ì
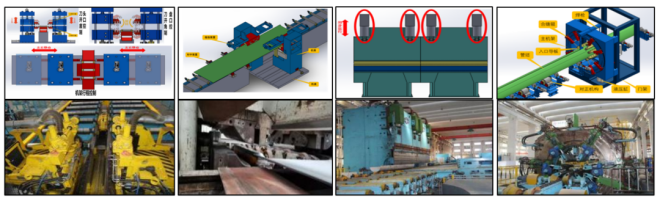
°°°°Ñì(chu®§ng)–¬¸cŒÂ°¢—–÷∆≥ˆ¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πÐ≥…Ã◊—blj£¨òã(g®∞u)Ω®¡À∑«å¶∑Q≤º÷√µƒ∞ÂþÖÓA(y®¥)èù°¢πÐÛwþB¿m(x®¥)’€èùµ»ÍP(gu®°n)ÊIΩY(ji®¶)òã(g®∞u)–Œ Ω£¨åç¨F(xi®§n)¡Àπ§Àá≈c‘O(sh®®)ljµƒºØ≥…Ñì(chu®§ng)–¬£¨–Œ≥…¶µ219-¶µ1219mm°¢±⁄∫Ò80mm°¢ÈL∂»12500mmœµ¡–Æa(ch®£n)∆∑…˙Æa(ch®£n)ºº–g(sh®¥)£¨–߬ ÷∏þ2±∂“‘…œ°£
°°°°∞l(f®°)√˜≥ˆø…þB¿m(x®¥)Õ˘èÕ(f®¥)«–œ˜µƒ¥Û«–œ˜¡ø„äþÖ—blj£¨òã(g®∞u)Ω®øÏÀŸÌëë™(y®©ng)∫Ò±⁄∫∏πÐ∫∏øpµπΩ«¥Û«–œ˜¡ø–Ë«Ûµƒ∂ýµ∂Ó^«–œ˜∑Ω Ω≈cøÏÀŸ∂®åí°¢∂®∫Ò°¢µ∂Ó^Ω«∂»’{(di®§o)’˚µƒΩY(ji®¶)òã(g®∞u)–Œ Ω£¨…˙Æa(ch®£n)–߬ ÷…˝2±∂“‘…œ£ª∞l(f®°)√˜≥ˆ∫Ò±⁄∫∏πÐ∞ÂþÖÓA(y®¥)èù–Ë«ÛµƒÂeþÖ∑«å¶∑Q≤º÷√–Œ Ω≈c∂ý«˙√ʪ°∂ŒΩM∫œ¥Û≤ΩÈLèù«˙∑Ω Ω£¨ø…åç¨F(xi®§n)ƒ£æþøÏÀŸ’{(di®§o)’˚°¢∏¸ìQµƒ≤ΩþM ΩÓA(y®¥)èù£¨ÓA(y®¥)èùþÖ2800mm“‘…œ°¢ƒ£æþÕ∂ŸYûÈǘΩy(t®Øng)ÓA(y®¥)èù—b÷√µƒ40%£ªòã(g®∞u)Ω®¡À∫Ò±⁄∫∏πÐπÐÛwèù«˙–Ë«Ûµƒ∏þÑÇ∂»°∞C°±–ŒΩY(ji®¶)òã(g®∞u)≤º÷√–Œ Ω≈c¥ÛøÁ∂»ÎpôCΩM∫œþB¿m(x®¥)’€èù‘O(sh®®)ljΩY(ji®¶)òã(g®∞u)–Œ Ω£¨∞l(f®°)√˜≥ˆøÏÀŸÀÕ¡œ°¢≥ˆ¡œµƒÎpôCÕ¨≤Ω¬ì(li®¢n)Ñ”µƒè䡶èù«˙—blj£¨ôCΩMƒÐ¡¶2°¡3000t°¢Õ¨≤Ωæ´∂»þ_µΩ°¿0.1mm£ª∞l(f®°)√˜≥ˆ∫Ò±⁄∫∏πÐπÐÛw∂ý◊‘”…∂»∫œøpΩY(ji®¶)òã(g®∞u)–Œ Ω°¢œ˚≥˝πÐÛwèù«˙≥…–Œþ^≥Ãþz¡Ù»±œðµƒ∂ýðS∫œøpºm∆´—blj£¨åç¨F(xi®§n)÷«ƒÐ∫∏Ω”ΩµµÕ»ÀûÈ“ÚÀÿ°¢’{(di®§o)ÀŸ∑∂á˙ûÈ0.2m/s-0.7m/s°£
àD6 ¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πÐ∏þŸ|(zh®¨)∏þ–ß÷∆ljµƒ≥…Ã◊—blj
°°°°ë™(y®©ng)”√«Èõr≈c–ßπ˚
°°°°Ìóƒø‘⁄᯺“973”ãÑù°¢á¯º“◊‘»ªø∆åW(xu®¶)ª˘Ω°¢…ΩŒ˜ °÷ÿ¥Ûå£Ìó°¢á¯º“ªæÊ”ãÑùÆa(ch®£n)òI(y®®)ªØ æ∑∂Ìóƒøµ»÷ÿ¥Ûå£Ìóµƒ÷ß쌜¬£¨Õ®þ^ Æ∂ýƒÍ¬ì(li®¢n)∫œºº–g(sh®¥)π•ÍP(gu®°n)£¨∞l(f®°)√˜¡ÀΩõ(j®©ng)ù˙∏þ–ßµƒJCOEþB¿m(x®¥)÷∆πÐπ§Àᵃ壔–ºº–g(sh®¥)£¨ìÌ”–»´≤ø◊‘÷˜÷™◊RÆa(ch®£n)ôý(qu®¢n)µƒ ◊ól¥Ûø⁄èΩ∫Ò±⁄≤ª‰P‰ì∫∏πЗblj£¨ùM◊„»·–‘…˙Æa(ch®£n)µƒ∂ý“é(gu®©)∏Ò°¢∂ý∆∑∑Nµƒ“™«Û°£œµ¡–Æa(ch®£n)∆∑’˚Ûwþ_µΩ∑“ÃmOutokumpu°¢Ìná¯EEWπ´Àæ°¢µ¬á¯ButtingÕ¨ÓêÆa(ch®£n)∆∑ÀÆ∆Ω£¨≤ø∑÷÷∏òÀÉû(y®≠u)”⁄á¯Õ‚ÀÆ∆Ω°£±æÌóƒø“—´@壿˚59º˛£®∞l(f®°)√˜å£¿˚30º˛£©£¨Ðõº˛÷¯◊˜ôý(qu®¢n)11º˛£¨’쌃59∆™£¨∆≤ð¡À᯺“òÀú 16Ìó°£
°°°°Æa(ch®£n)∆∑“—ë™(y®©ng)”√”⁄°∞“ªéß“ª¬∑°±∂Ì¡_ÀπÅÜÒRÝñLNG2“∫ªØÃÏ»ªö‚Ìóƒø°¢∞¢Ýñº∞¿˚ÅÜ᯺“ Ø”Õπ´ÀæKurvers Piping∏þ¡Ú‘≠”ÕðîÀÕπÐæÄÌóƒø°¢“¡¿≠øÀπ˛∑®ÅÜCPF3Ìóƒø“‘º∞…Ωñ|LNGΩ” ’’æ°¢èVŒ˜LNGΩ” ’’æ°¢ÃÏΩÚLNGΩ” ’’æ°¢’„Ω≠ تصƒ4000»fáç/ƒÍüíªØ“ªÛwªØÌóƒøµ»230∂ýÌó¥Û÷––Õπ§≥ÃÌóƒø£¨¿€”ã‰N €Ω¸10»fá磨åç¨F(xi®§n)‰N €24É|‘™£¨¿˚∂ê4.55É|‘™£¨Ã·…˝Œ“á¯≤ª‰P‰ì∫∏πÐÆa(ch®£n)òI(y®®)’˚Ûw∏ÇÝ顶£¨å¶Ã·…˝∏þ∂À—blj÷∆‘ÏÀÆ∆Ωº∞á¯Æa(ch®£n)ªØ¬ ”–ð^¥Û¨F(xi®§n)åç“‚¡x°£
